Mài tròn là một trong những công đoạn gia công tinh có yêu cầu rất cao về độ chính xác, độ ổn định và chất lượng bề mặt. Trong thực tế sản xuất, các lỗi như cháy bề mặt, rung, nhám xấu hoặc sai số kích thước vẫn xảy ra khá thường xuyên, ngay cả khi máy và đá mài đều đang hoạt động bình thường. Điều này cho thấy lỗi khi mài tròn hiếm khi đến từ một nguyên nhân đơn lẻ, mà thường là kết quả của nhiều yếu tố tác động cùng lúc trong suốt quá trình gia công.
Với mài tròn, chất lượng sau gia công thường chịu ảnh hưởng đồng thời bởi thông số vận hành, tình trạng đá mài, cách sửa đá, khả năng làm mát và độ ổn định của máy. Vì vậy, nếu chỉ xử lý lỗi theo cảm tính, ví dụ đổi đá ngay hoặc giảm lượng ăn dao ngay, doanh nghiệp rất dễ xử lý phần ngọn mà chưa chạm đến nguyên nhân gốc. Muốn khắc phục đúng các lỗi khi mài tròn, cần nhìn toàn bộ quá trình như một hệ thống, thay vì tách rời từng yếu tố riêng lẻ.
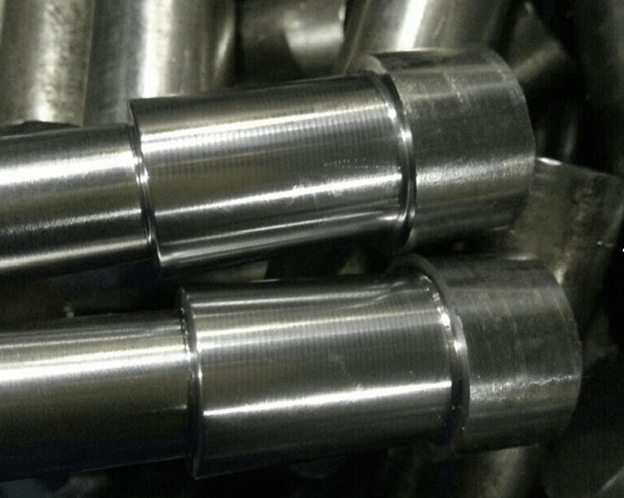
Cháy bề mặt khi mài tròn

Cháy bề mặt khi mài tròn thường xuất hiện dưới dạng vùng đổi màu do nhiệt tích tụ quá lớn tại vùng cắt
Cháy bề mặt là một trong những lỗi đáng lo ngại nhất khi mài tròn. Dấu hiệu thường thấy là bề mặt chi tiết bị đổi màu, xuất hiện vùng sẫm màu, chất lượng hoàn thiện giảm hoặc chi tiết sau gia công không còn ổn định như mong muốn. Với những chi tiết yêu cầu cao về cơ tính và độ bền làm việc, đây không chỉ là lỗi thẩm mỹ mà còn có thể ảnh hưởng đến lớp bề mặt sau mài.
Nguyên nhân phổ biến nhất thường bắt đầu từ việc đá mài không còn trạng thái cắt tốt. Khi đá bị cùn hoặc quá trình sửa đá chưa đúng, bánh đá sẽ ma sát nhiều hơn thay vì cắt hiệu quả, làm nhiệt tích tụ nhanh tại vùng tiếp xúc. Bên cạnh đó, nếu chế độ cắt chưa phù hợp, lượng ăn dao quá lớn, tốc độ chưa hợp lý hoặc thời gian spark-out chưa đủ, nhiệt sinh ra trong quá trình mài sẽ tăng lên rõ rệt và dễ dẫn đến hiện tượng cháy bề mặt.
Một nguyên nhân rất quan trọng khác là làm mát không đủ hoặc không đi đúng vào vùng cắt. Nếu lưu lượng dung dịch không đủ, hướng phun không đúng hoặc dung dịch không vào được đúng vùng tiếp xúc giữa đá và chi tiết, nhiệt sẽ không được lấy đi hiệu quả. Khi đó, bề mặt chi tiết rất dễ bị quá nhiệt, đặc biệt trong các điều kiện mài tinh yêu cầu độ ổn định cao hoặc khi lượng bóc tách vật liệu lớn. Trong nhiều trường hợp, hệ thống làm mát nhìn bên ngoài vẫn hoạt động bình thường, nhưng hiệu quả thực tế tại vùng cắt lại không đủ, khiến hiện tượng cháy bề mặt lặp đi lặp lại dù người vận hành đã thay đổi đá mài hoặc giảm nhẹ thông số. Trong nhiều trường hợp, hiện tượng cháy bề mặt không chỉ đến từ đá mài hay thông số cắt, mà còn liên quan đến việc cấu hình máy chưa thực sự phù hợp với nhóm chi tiết đang gia công. Doanh nghiệp có thể xem thêm bài cách chọn máy mài tròn theo đường kính, chiều dài chi tiết và độ chính xác gia công để đánh giá lại cấu hình đang sử dụng.
Để khắc phục, nên kiểm tra theo thứ tự từ những nguyên nhân dễ thấy nhất. Trước hết, cần rà soát lại tình trạng đá mài, chu kỳ và cách sửa đá. Sau đó, kiểm tra tiếp hệ thống làm mát, bao gồm lưu lượng, hướng phun, độ sạch và khả năng đưa dung dịch đúng vào vùng cắt. Song song với đó, nên xem lại lượng ăn dao, tốc độ mài, tốc độ chi tiết và thời gian spark-out để giảm nhiệt tích tụ trong quá trình gia công. Nếu đã điều chỉnh các yếu tố này mà hiện tượng cháy bề mặt vẫn lặp lại, khi đó mới nên kiểm tra sâu hơn đến độ ổn định của máy, tình trạng trục chính, rung động hoặc các yếu tố liên quan đến gá đặt. Hiệu quả nhất vẫn là đi đúng thứ tự để xác định chính xác nguyên nhân gốc, thay vì thay đổi quá nhiều yếu tố cùng lúc.
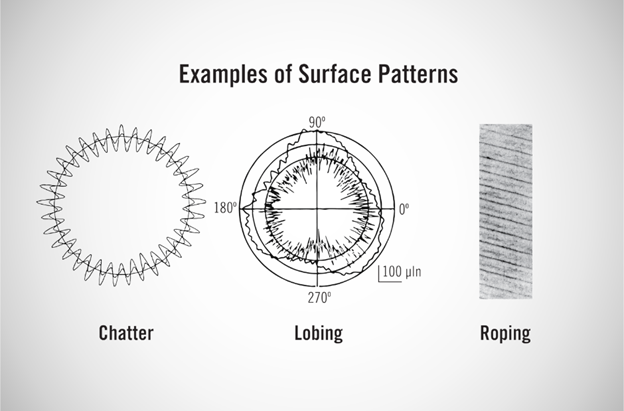
Rung khi mài tròn
Rung khi mài tròn thường để lại vết sóng và làm bề mặt chi tiết mất độ ổn định sau gia công
Rung là lỗi khá thường gặp khi mài tròn, đặc biệt với các chi tiết yêu cầu cao về độ nhẵn bề mặt, độ tròn và độ ổn định kích thước. Dấu hiệu dễ thấy là bề mặt sau mài xuất hiện vết sóng, nhám xấu, tiếng cắt không đều hoặc chất lượng gia công thay đổi giữa các lần mài. Trong những trường hợp nặng hơn, rung còn có thể kéo theo sai số hình học và làm quá trình gia công khó kiểm soát hơn.
Nguyên nhân phổ biến nhất thường đến từ đá mài mất cân bằng hoặc bề mặt đá không còn ở trạng thái cắt ổn định. Khi đá bị mòn không đều, sửa đá chưa đúng hoặc chọn đá chưa phù hợp với vật liệu và chế độ mài, quá trình cắt sẽ không còn êm và dễ tạo dao động trên bề mặt chi tiết. Đây cũng là lý do vì sao nhiều trường hợp bề mặt xuất hiện vết sóng hoặc nhám xấu dù kích thước vẫn có thể tạm thời còn nằm trong giới hạn cho phép.
Bên cạnh đó, gá đặt chi tiết cũng là nguyên nhân rất dễ gây rung nhưng thường bị đánh giá thấp. Nếu chi tiết được gá chưa chắc, chống tâm không ổn định hoặc trục dài không có giải pháp đỡ phù hợp, hiện tượng rung sẽ xuất hiện rõ hơn khi tốc độ mài tăng hoặc khi lượng ăn dao chưa hợp lý. Với các chi tiết dài, mảnh, chỉ cần độ cứng vững của hệ thống không đủ là bề mặt sau mài đã rất dễ mất ổn định.
Ngoài ra, rung còn có thể đến từ tình trạng máy. Khi trục chính, ổ trục, hệ dẫn hướng, chống tâm hoặc bàn máy không còn giữ được trạng thái làm việc tốt, dao động nhỏ trong hệ thống sẽ dễ khuếch đại thành rung trong quá trình mài. Đây là trường hợp thường gặp khi người vận hành đã thay đá, sửa đá hoặc giảm thông số nhưng bề mặt vẫn tiếp tục xuất hiện sóng và nhám xấu.
Để khắc phục, trước hết nên rà soát lại tình trạng đá mài, kiểm tra cân bằng đá và thực hiện lại quy trình sửa đá nếu cần. Sau đó, kiểm tra tiếp gá đặt chi tiết, độ ổn định của chống tâm, khả năng đỡ chi tiết dài và mức độ phù hợp của chế độ cắt đang sử dụng. Nếu lỗi vẫn lặp lại, khi đó mới nên kiểm tra sâu hơn đến trục chính, ổ trục, hệ dẫn hướng, độ cứng vững của máy và các nguồn rung nền từ môi trường vận hành. Khi xử lý lỗi rung, nên kiểm tra theo từng nhóm nguyên nhân để xác định đúng điểm mất ổn định của hệ thống, thay vì thay đổi quá nhiều yếu tố cùng lúc.
Sai số kích thước sau mài
Sai số kích thước sau mài là lỗi khá khó chịu vì bề mặt chi tiết có thể nhìn vẫn ổn nhưng kết quả đo lại không đạt yêu cầu. Biểu hiện thường gặp là chi tiết không đúng kích thước mục tiêu, kích thước bị trôi theo thời gian hoặc chi tiết đầu và cuối ca có sai lệch. Với các chi tiết yêu cầu dung sai chặt, lỗi này không chỉ ảnh hưởng đến chất lượng gia công mà còn làm giảm độ ổn định của cả quá trình sản xuất.
Nguyên nhân phổ biến nhất thường đến từ trạng thái cắt của đá mài không ổn định. Khi đá mài bị mòn, sửa đá chưa đúng hoặc chu kỳ sửa đá chưa hợp lý, khả năng cắt sẽ thay đổi theo thời gian, kéo theo kích thước sau mài không còn đồng đều. Đây là lý do vì sao có những trường hợp cùng một chương trình, cùng một thao tác vận hành nhưng kết quả đo giữa các chi tiết vẫn khác nhau.
Một nguyên nhân quan trọng khác là ảnh hưởng của nhiệt trong quá trình mài. Khi gia công liên tục, nhiệt sinh ra ở vùng cắt có thể làm thay đổi trạng thái của chi tiết, đá mài hoặc một phần hệ thống máy. Khi đó, kích thước đo được ngay sau mài có thể khác với kích thước sau khi chi tiết ổn định nhiệt. Hiện tượng này rất dễ gặp trong sản xuất liên tục, đặc biệt với các chi tiết yêu cầu độ chính xác cao hoặc khi điều kiện làm mát chưa thật sự tối ưu.
Bên cạnh đó, gá đặt không ổn định và tình trạng máy cũng là hai yếu tố dễ gây sai số nhưng thường bị bỏ qua. Nếu chi tiết kẹp chưa chắc, chống tâm làm việc không đều hoặc hệ dẫn hướng, trục chính, bàn máy không còn giữ được độ ổn định cần thiết, sai số kích thước vẫn có thể xuất hiện dù thông số cắt có vẻ vẫn đúng. Đây cũng là lý do vì sao có những ca sản xuất mà người vận hành đã chỉnh bù nhiều lần nhưng kích thước vẫn tiếp tục trôi.
Để xử lý, trước hết cần kiểm tra lại quy trình đo kiểm và thời điểm đo, tránh trường hợp sai số đến từ thao tác kiểm tra không nhất quán. Sau đó, rà soát tiếp chu kỳ sửa đá, lượng bù mòn đá, điều kiện làm mát và độ ổn định nhiệt trong quá trình vận hành. Nếu lỗi vẫn tiếp diễn, cần kiểm tra sâu hơn đến gá đặt, chống tâm, trục chính và các bộ phận ảnh hưởng trực tiếp đến độ chính xác gia công. Với lỗi kích thước, không nên chỉ chỉnh bù liên tục để “đuổi theo số đo”, mà cần xác định rõ vì sao kích thước bị trôi để xử lý tận gốc.
Kết luận: muốn xử lý lỗi mài tròn đúng, phải tìm đúng nguyên nhân gốc
Lỗi trong quá trình mài tròn
Với mài tròn, các lỗi như cháy bề mặt, rung hoặc sai số kích thước hiếm khi xuất phát từ một nguyên nhân đơn lẻ. Trong nhiều trường hợp, đây là kết quả của nhiều yếu tố tác động cùng lúc như đá mài, sửa đá, chế độ cắt, làm mát, gá đặt và tình trạng máy. Vì vậy, nếu chỉ xử lý theo cảm tính, ví dụ đổi đá ngay, giảm lượng ăn dao ngay hoặc chỉnh bù liên tục, doanh nghiệp rất dễ xử lý phần ngọn mà chưa chạm đến nguyên nhân gốc.
Muốn khắc phục lỗi hiệu quả, cần nhìn quá trình mài như một hệ thống hoàn chỉnh. Khi xác định đúng biểu hiện lỗi, kiểm tra đúng thứ tự và loại trừ đúng nguyên nhân, doanh nghiệp không chỉ xử lý được sự cố hiện tại mà còn nâng cao độ ổn định của cả quá trình gia công về lâu dài. Đây cũng là yếu tố rất quan trọng với những chi tiết yêu cầu cao về độ nhẵn bề mặt, độ đồng tâm, độ tròn và độ ổn định kích thước.
Điều quan trọng nhất là, với máy mài tròn, xử lý lỗi đúng không nằm ở việc thay đổi thật nhiều cùng lúc, mà nằm ở việc tìm đúng nguyên nhân gốc và điều chỉnh đúng điểm mất ổn định của quá trình mài. Khi làm được điều đó, doanh nghiệp sẽ giảm được tỷ lệ lỗi, giữ chất lượng gia công ổn định hơn và khai thác thiết bị hiệu quả hơn trong sản xuất thực tế.
Nếu doanh nghiệp của bạn đang gặp các vấn đề như cháy bề mặt, rung, nhám xấu hoặc sai số kích thước khi mài tròn, hãy liên hệ với đội ngũ kỹ thuật của Á Châu để được hỗ trợ kiểm tra nguyên nhân và tư vấn giải pháp phù hợp hơn với điều kiện gia công thực tế. Doanh nghiệp cũng có thể tham khảo danh mục máy mài tròn để xem các giải pháp phù hợp hơn cho nhu cầu gia công và đầu tư.
Hotline: 0912 002 160
Email: attjsc@machinetools.com.vn
Bình luận